Blog
What are the 5 common types of CNC machines?
What are the 5 common types of CNC machines?
When I first started helping customers choose CNC equipment, I noticed a recurring problem. Most buyers searched for "CNC machines for my industry" instead of asking "what cutting method suits my material." This mismatch led them to the wrong equipment and wasted thousands of dollars.
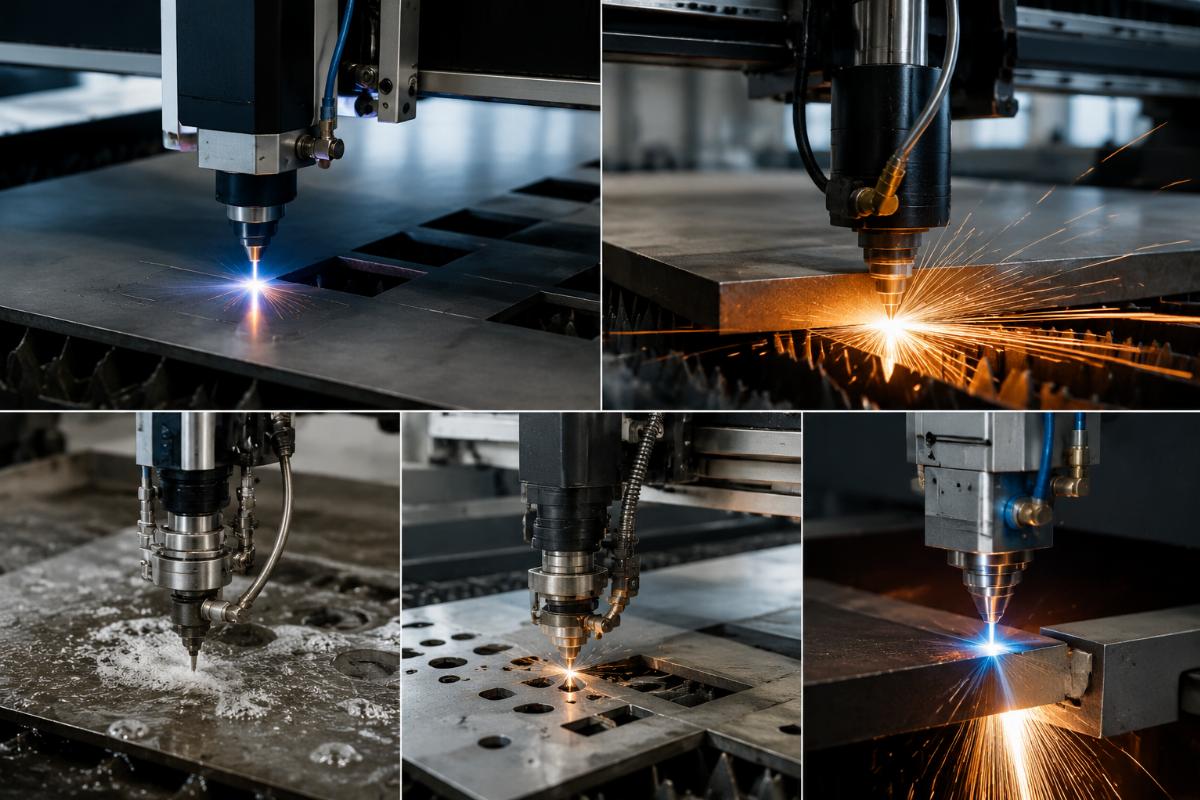
CNC machines are typically classified into five types based on cutting methods1: CNC milling machines for hard materials, CNC knife cutting machines for flexible materials, laser cutting machines, waterjet cutting machines, and plasma cutting machines. The key is matching your material's physical properties to the right cutting method, not just finding equipment labeled for your industry.
I've seen packaging manufacturers assume all "packaging CNC machines" work the same way. But the truth is different. A corrugated cardboard processor needs different technology than a plastic film cutter. Understanding cutting methods matters more than industry labels.
Why does material type determine which CNC machine you need?
Many buyers make the same mistake when selecting CNC equipment. They focus on what industry they're in rather than what material they actually need to cut. This approach causes real problems in production.
The physical properties of your material—its hardness, flexibility, thickness, and composition—directly determine which cutting method will work2. Hard materials require milling or routing, while flexible materials need knife cutting to prevent distortion and maintain edge quality.

Let me share what I've learned from years of customer conversations. When someone contacts us saying "I need a CNC machine for my advertising business," my first question is always: "What materials are you cutting—rigid acrylic boards, flexible banner vinyl, or composite sandwich panels?"
This question matters because the answer completely changes which equipment will work. Here's the reality I see every week:
Material hardness versus cutting force
Hard materials like wood, metal, and thick acrylic resist deformation during cutting3. CNC milling machines use rotating bits that chip away material through mechanical force. The workpiece stays rigid under cutting pressure. The spindle speed and feed rate determine cut quality.
Flexible materials like fabric, leather, and thin films behave completely differently4. When you apply rotating force, these materials pull, stretch, or distort. I've seen customers try using milling machines on fabric—the results were terrible. The material bunched up, edges frayed, and dimensional accuracy disappeared.
How material responds to cutting pressure
| Material Type | Physical Response | Suitable Cutting Method | Why It Works |
|---|---|---|---|
| Hard materials (wood, metal, acrylic) | Resists deformation under pressure | Milling/Routing | Material stays stable during bit rotation |
| Flexible materials (fabric, leather, film) | Deforms, stretches, or bunches | Knife cutting | Vertical blade pressure with minimal lateral force |
| Reflective materials (metal, glass) | Absorbs or reflects energy | Laser/Plasma/Waterjet | Non-contact or liquid-based cutting |
| Composite materials (foam-backed vinyl) | Mixed response layers | Material-specific analysis | Requires understanding each layer's behavior |
The cutting force direction also matters. Milling machines apply lateral force—the spinning bit pushes sideways while cutting. Knife cutting machines apply vertical downward force—the blade presses straight down through material. Flexible materials tolerate vertical pressure much better than lateral force.
What exactly is a CNC knife cutting machine for flexible materials?
I spend most of my time explaining this type of machine because it solves problems that other CNC equipment cannot. Many customers discover this equipment type only after buying the wrong machine first.
CNC knife cutting machines use vertically oscillating blades to cut flexible and soft materials without distortion. Unlike milling machines that use rotating bits, knife cutters apply controlled downward pressure that preserves material integrity and edge quality for fabrics, leather, foam, gaskets, and composite soft materials.

At Realtop, we've specialized in this technology since 2005. Our equipment handles materials that would fail on traditional CNC mills or routers. The difference comes down to how the cutting tool interacts with material.
The knife cutting mechanism
The cutting tool is a sharp blade—not a rotating bit. The blade oscillates vertically at high frequency, typically between 1,000 to 6,000 strokes per minute5. This rapid up-and-down motion slices through material cleanly. The blade itself moves along the programmed cutting path, but the cutting action is vertical.
This vertical cutting action is crucial for flexible materials. When I cut leather on our machines, the blade presses down through the hide without pulling or stretching it sideways. The leather stays flat against the cutting table. The vacuum system holds material firmly in place during cutting6.
Material categories that need knife cutting
Through years of customer projects, I've identified the flexible material categories that benefit most from knife cutting technology:
Natural flexible materials: Leather, natural fabrics, cotton canvas, wool felt, cork sheets. These materials have natural grain patterns or fiber structures that distort under lateral cutting force.
Synthetic flexible materials: PVC films, polyester fabrics, nylon cloth, TPU sheets, silicone rubber. These engineered materials often stretch or melt under friction heat from rotating tools.
Foam and cushioning materials: EVA foam, polyurethane foam, memory foam, neoprene. These compressible materials collapse under pressure from rotating bits but cut cleanly with sharp blades.
Composite soft materials: Foam-backed vinyl, fabric-reinforced films, multi-layer gasket materials. Each layer responds differently to cutting force, requiring the controlled pressure that knife cutting provides.
Packaging materials: Corrugated cardboard, honeycomb board, grey board, flexible packaging films. These materials need clean edges without crushing the cellular structure.
Technical boundaries I explain to customers
I always make clear what knife cutting machines can and cannot do. This honesty saves customers from buying wrong equipment.
Knife cutting works excellently for materials up to about 50mm thick, depending on material density. Beyond this thickness, blade penetration becomes inconsistent. For very thick foam blocks, other cutting methods work better.
Hard materials are outside our scope. I don't claim our knife cutters can handle metal sheets, thick acrylic, or solid wood. Those materials need milling machines with rotating spindles. Trying to cut hard materials with knife blades will damage the blade and produce poor results.
Temperature-sensitive materials require testing. Some synthetic materials generate heat from blade friction during cutting7. Our machines include cooling systems, but we always recommend sample cutting before production.
How do CNC milling machines differ from knife cutting machines?
Understanding this difference helps customers avoid the most common equipment selection mistake. The cutting mechanism fundamentally changes what materials each machine can process.
CNC milling machines use rotating cutting bits that remove material through mechanical grinding and chipping. They excel at hard materials like wood, metal, and rigid plastics but cannot effectively cut flexible materials that deform under rotational force.

I refer customers to milling machine manufacturers when their materials fall outside our expertise. This happens with wood furniture makers, metal fabricators, and rigid signage producers. The technology serves different material categories.
The milling mechanism
Milling machines use spindles that rotate cutting bits at speeds from 10,000 to 24,000 RPM8. The spinning bit contacts material and removes it through a combination of cutting, scraping, and grinding. The workpiece must resist this rotational force without moving or deforming.
The cutting action is fundamentally different from knife cutting. While knife cutting applies clean vertical slicing pressure, milling applies continuous rotational grinding force. This works perfectly for wood, metal, and hard plastics—materials that maintain shape under pressure.
Material categories for milling machines
| Material Category | Common Applications | Why Milling Works |
|---|---|---|
| Wood and wood composites | Furniture parts, cabinets, decorative panels | Rigid structure resists bit rotation |
| Metals (aluminum, brass, steel) | Machine parts, metal signage, molds | High hardness requires mechanical removal |
| Rigid plastics (acrylic, PVC board, ABS) | Display stands, rigid signs, prototypes | Maintains shape under cutting force |
| Stone and composites | Countertops, architectural elements | Extreme hardness needs grinding action |
Why milling fails on flexible materials
I've seen the results when customers try milling flexible materials. The rotating bit catches fabric edges and pulls threads. Leather stretches and distorts around the cutting path. Thin films wrap around the spinning bit. The vacuum table cannot hold material firmly enough to resist the lateral pulling force.
The heat generated by bit rotation also damages flexible materials. Synthetic fabrics melt at cut edges. Foam compresses and tears rather than cutting cleanly. The high-speed rotation that works perfectly for wood creates problems for soft materials.
What roles do laser, waterjet, and plasma cutting machines serve?
These three cutting methods solve specific material challenges that neither milling nor knife cutting can address. Understanding when to use them prevents equipment selection mistakes.
Laser, waterjet, and plasma cutting machines use non-contact or liquid-based cutting methods. Lasers vaporize material with focused light energy, waterjets cut with high-pressure abrasive streams, and plasma cutters use ionized gas to melt conductive materials.

These technologies fall outside Realtop's specialization, but I guide customers toward them when their materials and requirements demand these methods. Each serves distinct material categories and production needs.
Laser cutting applications and limitations
Laser cutters excel at thin materials that can be vaporized or melted by concentrated heat. I see customers choose lasers for thin metal sheets, acrylic engraving, paper cutting, and detailed pattern work. The cutting kerf is extremely narrow, enabling intricate designs.
The limitation is material thickness and heat sensitivity. Most CO2 lasers struggle beyond 20mm material thickness9. Heat-affected zones can discolor or warp materials. Some materials reflect laser energy or produce toxic fumes when vaporized. Thick leather, for example, often shows burn marks and hardened edges from laser cutting—knife cutting produces cleaner results.
Waterjet cutting for thick and sensitive materials
Waterjet machines cut by forcing water through a tiny nozzle at pressures exceeding 60,000 PSI10. Abrasive particles added to the water stream increase cutting power. This method produces no heat, making it ideal for heat-sensitive materials.
I recommend waterjet investigation for customers cutting thick rubber gaskets, stone, glass, thick metal plates, or composite materials where heat damage is unacceptable. The equipment cost is high and cutting speed is slower than other methods, but the versatility is unmatched.
Plasma cutting for conductive materials
Plasma cutters work exclusively on conductive materials—primarily metals. The plasma torch ionizes gas to create an electrical arc that melts metal11. This method cuts thick steel plates that would be impractical for lasers or waterjets.
Metal fabricators and industrial manufacturers use plasma cutting. It does not apply to non-conductive materials like fabric, leather, plastic, or wood. The heat-affected zone is larger than laser cutting but cutting speed for thick metal is faster.
When these methods overlap with knife cutting
Some materials can be cut by multiple methods, and understanding the tradeoffs helps customers decide. Thin synthetic fabrics can be cut by laser or knife. Lasers cut faster but may melt edges. Knife cutting leaves clean fabric edges without melting but requires more cutting time.
Thin foam materials can be cut by laser or knife. Laser cutting creates sealed edges that resist tearing—good for cushion inserts. Knife cutting produces softer edges—better for gasket applications where compression sealing matters.
The decision factors include production volume, edge quality requirements, material thickness, and capital equipment budget. I always recommend testing samples with different cutting methods before committing to equipment purchase.
How should you match your material to the right CNC cutting method?
This is the question that actually matters when selecting CNC equipment. The classification of five machine types means nothing without a decision framework for your specific materials.
Start by analyzing your material's physical properties: hardness, flexibility, thickness, composition, and temperature sensitivity. Then match these properties to cutting methods that work with—not against—your material's behavior under cutting force.

I walk customers through this analysis process before discussing specific machines. The framework prevents expensive mistakes.
The material analysis questions I ask customers
When someone contacts Realtop, I ask specific questions that reveal which cutting method will work:
What is your material's hardness? Can you dent it with finger pressure, or does it resist deformation? Hard materials need milling or non-contact cutting. Flexible materials need knife cutting or specialized methods.
How thick is your material? Thin materials (under 3mm) have more cutting method options. Thick materials (over 25mm) limit which technologies can penetrate fully. Material thickness often determines cutting method more than material type.
Does your material stretch or compress under pressure? If yes, rotating cutting tools will distort it. Knife cutting or non-contact methods work better.
Is your material temperature-sensitive? Some materials melt, discolor, or warp from cutting heat. This eliminates high-friction methods like milling and sometimes rules out laser cutting.
What edge quality do you need? Sealed edges, clean sliced edges, or smooth polished edges each favor different cutting methods. Production requirements often narrow the viable options.
My decision framework table
| Material Characteristic | Recommended Primary Method | Alternative Methods | Methods to Avoid |
|---|---|---|---|
| Flexible, under 15mm thick | Knife cutting | Laser (for thin materials) | Milling, routing |
| Hard, machinable materials | Milling/routing | Waterjet, laser | Knife cutting |
| Thick (over 25mm), flexible | Waterjet, knife cutting | Die cutting | Milling, standard laser |
| Conductive metals | Plasma, waterjet | Milling (thin), laser (thin) | Knife cutting |
| Heat-sensitive, thin | Knife cutting | Waterjet | Laser, milling |
| Very detailed patterns | Laser | Knife cutting | Milling, plasma |
The material testing process I recommend
Never buy CNC equipment without testing your actual materials first. I've seen customers purchase machines based on specifications alone, then discover their particular material grade doesn't cut well.
Request sample cutting from equipment manufacturers. Send them your actual production materials—not similar materials. A slight difference in material formulation can dramatically change cutting results.
Test multiple cutting methods if possible. Compare edge quality, dimensional accuracy, cutting speed, and any material damage. Calculate production cost per part including setup time, cutting time, and material waste.
Visit manufacturer facilities if feasible. Watch your materials being cut in person. Ask operators about setup challenges, maintenance issues, and material handling problems. Real production experience reveals problems that specification sheets hide.
Common material mismatches I see
Customers often misjudge their material properties. Here are recurring mistakes:
Assuming all fabrics cut the same way. Heavy canvas behaves differently than light polyester. Natural cotton responds differently than synthetic blends. Each fabric type may need different blade types, cutting speeds, and holding pressure.
Underestimating material flexibility. Thin PVC sheets seem rigid but actually flex enough to distort under milling. These materials need knife cutting despite appearing hard.
Ignoring material thickness variation. Natural leather varies in thickness across the hide. Cutting methods that work at minimum thickness may fail at maximum thickness. Testing must include the full thickness range.
Overlooking composite material layers. Foam-backed vinyl has a rigid top layer and compressible backing. The cutting method must handle both layers effectively. Testing single-layer materials doesn't predict composite behavior.
Conclusion
Selecting CNC equipment starts with understanding your material's physical properties, not searching for industry-specific machines. Match cutting methods to how your material responds under cutting force. Test actual materials before purchase. This framework prevents costly equipment mistakes.
"7 Essential Types of CNC Machines Every Machinist Should Know", https://erieit.edu/7-essential-types-of-cnc-machines/. Manufacturing engineering resources describe various CNC machine classifications, though the specific five-type framework may represent one of several organizational approaches used in the industry. Evidence role: general_support; source type: education. Supports: General categorization of CNC machines by cutting method. Scope note: Classification systems vary across sources and may not universally recognize exactly five categories ↩
"Materials, properties, manufacturing methods and cutting ...", https://mfr.edp-open.org/articles/mfreview/full_html/2019/01/mfreview190014/mfreview190014.html. Manufacturing engineering principles establish that material properties such as hardness, ductility, and thermal characteristics fundamentally influence the selection of appropriate cutting and machining processes. Evidence role: mechanism; source type: education. Supports: The relationship between material properties and appropriate machining methods. ↩
"Cutting soft materials: how material differences shape the response", https://pmc.ncbi.nlm.nih.gov/articles/PMC12789027/. Materials science establishes that harder materials with higher elastic modulus values exhibit greater resistance to deformation under applied forces, maintaining dimensional stability during cutting operations. Evidence role: mechanism; source type: education. Supports: The relationship between material hardness and deformation resistance during machining. ↩
"Cutting soft materials: how material differences shape the response", https://arxiv.org/html/2507.13565v1. Manufacturing engineering recognizes that flexible materials with low elastic modulus exhibit significantly different responses to cutting forces, including stretching, bunching, and distortion, requiring specialized cutting approaches compared to rigid materials. Evidence role: mechanism; source type: education. Supports: Distinct mechanical behavior of flexible materials under cutting forces. ↩
"How to Choose Cutting Tool for CNC Oscillating Knife Machine", https://cncamor.com/how-to-choose-cutting-tool-for-cnc-oscillating-knife-machine/. Industrial knife cutting systems commonly operate within oscillation frequencies ranging from approximately 1,000 to 6,000 strokes per minute, though specific ranges vary by manufacturer and application. Evidence role: statistic; source type: other. Supports: Typical oscillation frequency range for industrial knife cutting systems. Scope note: Exact ranges depend on machine design and intended material applications ↩
"5 Tips for Holding Small Parts on a Vacuum Table - DATRON", https://www.datron.com/resources/blog/5-tips-for-holding-small-parts-on-a-vacuum-table/. Vacuum hold-down systems are widely employed in CNC cutting operations, particularly for flexible and sheet materials, using negative pressure to secure workpieces against the cutting table without mechanical clamps. Evidence role: general_support; source type: education. Supports: Use of vacuum hold-down systems in CNC cutting operations. ↩
"What is the primary mechanism of heat generation when machining ...", https://www.reddit.com/r/AskEngineers/comments/arbcf2/what_is_the_primary_mechanism_of_heat_generation/. Friction between cutting tools and workpiece materials generates heat through mechanical energy conversion, with synthetic materials particularly susceptible to thermal effects due to their relatively low melting points and thermal conductivity properties. Evidence role: mechanism; source type: education. Supports: Heat generation from friction during cutting operations. ↩
"Newbie spindle rpm question - CNC Machining - Practical Machinist", https://www.practicalmachinist.com/forum/threads/newbie-spindle-rpm-question.299699/. CNC milling machines typically feature spindle speeds ranging from several thousand to over 24,000 RPM, with specific ranges depending on machine size, application, and spindle design. Evidence role: statistic; source type: education. Supports: Common spindle speed ranges for CNC milling machines. Scope note: Actual ranges vary significantly based on machine class, from small desktop mills to large industrial machines ↩
"[PDF] Universal Laser Cutter Protocol", https://me.berkeley.edu/wp-content/uploads/2020/07/Universal-Laser-Protocol.pdf. CO2 laser cutting systems face practical limitations in cutting thick materials, with effective cutting thickness typically decreasing beyond 20-25mm depending on material type, laser power, and required edge quality. Evidence role: statistic; source type: education. Supports: Practical thickness limitations of CO2 laser cutting systems. Scope note: Maximum thickness varies significantly with laser power, material properties, and acceptable cut quality ↩
"Water jet cutter - Wikipedia", https://en.wikipedia.org/wiki/Water_jet_cutter. Industrial waterjet cutting systems typically operate at pressures ranging from 40,000 to 90,000 PSI, with many modern systems functioning in the 60,000-87,000 PSI range to achieve effective cutting across various materials. Evidence role: statistic; source type: education. Supports: Operating pressure ranges for industrial waterjet cutting systems. ↩
"Plasma cutting - Wikipedia", https://en.wikipedia.org/wiki/Plasma_cutting. Plasma cutting operates by passing an electrical arc through a gas, ionizing it to create plasma that reaches temperatures sufficient to melt conductive materials while a high-velocity gas stream removes the molten material from the cut. Evidence role: mechanism; source type: education. Supports: The physical mechanism of plasma cutting technology. ↩